螺丝和强度...
发布日期:2024-09-23出处:https://www.assemblymag.com/articles/94922-fastening-adhesives-joining-screws-and-strength
在较薄的金属板的应用中,选择合适的螺纹紧固件更加关键。
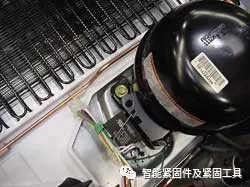
图1.通过改用Quality Screw&Nut提供的高扭矩系统,冰箱制造商能够省去插入件,并满足寿命测试要求,降低500,000美元的成本。
尽管今年的钢铁价格有所下降,但在2003年和2004年急剧上升,仍远高于10年平均水平。考虑到这一点,制造商越来越多地寻求在设计中使用更薄的材料以降低成本。然而,随着电器制造商转向使用更薄的材料,他们发现薄金属板螺纹紧固件的预紧力保持能力不如过去设计中的较厚材料。
在螺纹成型和攻丝应用中,随着材料变薄,形成螺纹的扭矩(驱动扭矩)与螺纹剥落点(失效扭矩)之间的装配窗口会变窄。因此,必须严格控制扭矩水平,并且必须在螺栓连接的设计中进行优化工作。通常考虑优化的方面有:1)具有较小螺距(从螺纹牙顶到螺纹牙顶的距离);2)优化头部下方设计特征。在理想情况下,对手件可以配置有挤压件,这将增加螺纹的啮合长度。伊利诺伊州Elmhurst的Semblex公司的工程和技术服务总监Gene Simpson说,这样优化的结果是提高了装配性能。

图2.冷成型提供各种产品配置和紧固解决方案。(照片来自Semblex。)
紧固件类型
螺钉有三种基本形式-自攻螺钉,滚丝螺钉和机械螺钉。攻丝是最成熟的螺纹设计。它们的性能水平低于滚丝螺钉,但使用简单,通常与接触表面的材质和规格相结合,以提高组装性能。滚牙螺钉形成材料上的配对螺纹,并且具有从三圆(tri-round)到非圆螺旋构造的一系列构造。机器螺钉不能在钢上形成螺纹。取而代之的是,机器螺钉需要一个螺母、嵌件或预攻丝装置。机螺钉通常是进口的且价格较便宜,但是使用机螺钉的缺点是紧固件需要二次操作。
螺纹紧固件是任何具有螺旋形螺纹的紧固件,可以轻松地连接,拆卸和更换。机器螺纹或螺栓设计为与内螺纹孔或螺母配合。薄金属通常不使用螺纹孔,因为没有足够的夹持长度来确保牢固的固定强度。钣金螺钉设计为具有直径和螺距的不同组合,以旋入各种厚度的钢材。随着材料变薄,螺纹也变小。还有许多专门的螺钉设计,以可以旋入预钻孔,钻孔和攻丝孔,以及刺穿和攻丝孔,并且有许多不同的螺纹形式可供选择,特别适用于木材,金属和塑料以及其他材料。

图3.独特的头部样式和特殊的驱动系统可以帮助应对薄材料带来的挑战。(照片来自Semblex。)
铆钉和螺帽是厚度至更薄(0.036英寸)材料的产品选择。将这些产品插入对手件,并施加载荷以将产品“咬合”到位。实际上,这些产品可以作为冲压模生产工艺的一部分离线或大批量在线应用。
当使用较小等级的材料时,强度可能会受到影响。附着的材料较少,这可能需要螺钉上的螺距更细。马萨诸塞州贝灵汉的菲利普斯螺丝公司的紧固件工程师李道根说,可能需要特殊的垫圈来加强接头,并降低沉头螺钉的头部高度。
例如,菲利普斯(Phillips)开发的Mortorq®螺旋驱动器凹口比市场上其他标准凹口浅得多,可以放入更浅的头部,而不会影响螺钉的强度。该组件可以使沉孔变浅,在不影响接合强度的情况下减小材料厚度,因为它不会影响沉孔下方的材料厚度。

图4. Phillips Screw开发的Mortorq®螺旋驱动起子头和螺丝。
材料厚度
伊利诺伊州本森维尔市Quality Screw&Nut的应用工程师John Souza说,紧固件的选择取决于材料的厚度,厚度为0.011英寸至0.105英寸的材料,应使用高扭矩系统紧固。Maytag Corp.的子公司Amana在冰箱压缩机中使用了Quality Screw&Nut的高扭矩系统解决方案,用冲压的螺旋线代替了在薄材料中加有嵌入物的方案。通过切换到高扭矩系统,该公司实现了显着的成本降低。
对于介于0.020英寸至0.032英寸厚度的材料,设计人员应使用钣金螺钉,然后将其冲孔并挤出。介于0.032英寸至0.040英寸厚度的材料应使用金属螺丝钉,并将材料打孔,但不需要挤压。介于0.040英寸至0.060英寸的材料厚度需要使用全身螺纹滚丝,并使用冲头和挤压工艺。材料的螺纹轧制是通过前三扣螺纹完成的,首先形成螺纹并允许整个直径保持载荷。全身螺纹滚丝也可以与0.060英寸至0.075英寸的材料一起使用,Souza建议。
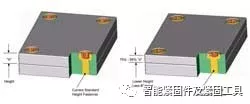
图5.降低了头部高度的Mortorq组件可将钢材厚度降低20%,而不会损失保持强度。
在使用0.060英寸至0.075英寸的材料时,可以使用较厚的三叶形或非圆形螺纹螺钉,并且应将材料冲孔并挤出。螺钉的驱动比其他紧固件要容易一些,并且在螺钉的整个长度上都具有非圆形的构造。这些设计可与0.075英寸至0.105英寸厚的材料一起使用。带高扭矩系统的8号螺钉,最多可使用在0.011英寸厚的材料上。
Amana使用1 / 4-20螺钉安装了未通过寿命测试的冰箱压缩机。Amana设计师的最初解决方案是使用25美分的螺丝镶件,这是一项昂贵的修改。通过改用Quality Screw&Nut的高扭矩系统,该公司可以省去镶件,满足寿命测试要求,并降低500,000美元的成本。
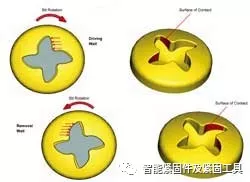
图6. Mortorq凹部显示了驱动和拆卸方向上都与驱动钻头完全翼接触。
还应考虑连接设计,以确保紧固是牢靠的。诸如接合强度要求,使用的材料,制造过程是自动还是手动的因素,压缩和美学要求等因素都是必须考虑的因素。
辛普森说:“在设计过程中,应考虑整个组装过程以及如何将产品引入组装线中。在没有对紧固件设计给予任何关注情况下,产品设计是不完整的,会给制造过程带来极大的麻烦。”
钢材种类
对于所用钢材的类型,也面临设计挑战。冷轧钢在打孔后完成,在确定孔尺寸时应考虑一些孔填充物的影响。在大多数情况下,锌表面处理没有问题,但是对于各种油漆和涂漆工艺,需要使用不同的螺纹设计,例如螺纹切削螺钉。这种类型的螺纹螺钉将材料切掉,而不是像滚丝杠一样重新加工。但是,连接不那么牢固,需要增加螺纹啮合。
镀锌钢孔是在成品材料上打孔的,因此在许多情况下,可以使用滚丝螺钉,因为螺钉上的锌涂层会转移到基础材料上。这种转移极少,但是由于腐蚀会成为问题。镀锌钢使用的自攻螺钉更容易受到腐蚀。
使用带有不锈钢的螺纹切削螺钉已经看到了一些成功,但是在挤压过程中去除材料通常会削弱接头,因此必须使用更厚的材料。通常先在不锈钢上钻孔或打孔,然后攻丝,或者使用使用嵌件或焊接螺母的紧固系统。
辛普森说:“设计师在使用不锈钢时面临的最大挑战是,许多等级的不锈钢不能进行热处理,或者可以进行热处理,但不能达到钢所能达到的硬度水平。” “因此,使用不锈钢制成时,更苛刻的应用和螺纹设计可能无法有效地发挥作用。”
对于冷轧钢和镀锌钢,可以将螺旋线的尺寸定为适合高扭矩系统的螺钉,而表面光洁度几乎没有影响。在这两种情况下,都可以提高接头强度,从而使制造商可以使用更薄的材料。使用不锈钢时,高扭矩系统的好处更大。由于螺旋线或螺纹被冲压在材料上,并且螺纹像机器螺钉一样,因此没有磨损。另外,当使用不锈钢的高扭矩系统时,不需要二次操作。
节约成本
家电制造商可以通过在其产品中使用较薄的钣金来巨大地降低成本。通过减少一件零件的厚度,电器制造商可以大大降低成本,正确的紧固件选择可以使这些制造商节省成本。
Souza说:“随着钢铁成本的迅速上涨,从0.022英寸小幅下降到0.020英寸将为一家公司节省大量资金。” “在许多情况下,使材料保持较厚水平的唯一原因是螺钉无法满足强度和质量要求。随着高扭矩系统的出现,所有旧标准都被抛弃、淘汰,新的设计标准正在重新建立。”