扭矩控制:通用汽车防错紧固改进的案例...
发布日期:2024-08-02在这个第一手资料中,通用汽车公司Saturn工厂的一位前装配工描述了他和他的同事如何设计出解决复杂问题的优雅解决方案。

尽管最初以控制紧固工具为目的的想法被认为是行不通的,但最终这些想法被通用汽车的所有装配厂所采用。 (通用汽车提供照片)
计算机控制的直流电动螺帽扳手通常被视为防错紧固的最佳工具。但是,即使使用这些最先进的工具,有时仍会丢失紧固件。
当我到达土星工厂时,我被安置在底盘组装区。生产线上有许多带有电子监控器的工具。有些是手持的。一些被安装在关节臂上。
但是,防错系统通常在丢失紧固件时不会停止生产线,或者会错误地停止生产线,从而造成不必要的停机时间和不信任感。此外,监控系统并非总是能正确记录丢失的紧固件,在某些情况下,它根本不会记录它们。
这个问题困扰着质量控制、管理和工程。没有人能弄清楚是什么原因导致这些重复的质量漏洞和停机。不同部门提出了许多想法,理论和方法。花了很多时间指着手指。成本在增加。这让每个参与其中的人都感到沮丧。
在此期间,我的朋友,同事Robert Heginbottom和我一直在研究自己的方法。鲍勃(Bob)也是一名装配工,在我这样做之前就被雇用在土星工厂。对于我们大多数的同事来说,我们的方法显得很激进。后来,我们的解决方案成为通用汽车在北美所有装配厂的强制性要求。
从表面上看,使用防错的电子紧固工具建立移动的装配线应该相当简单。首先,为传送带挑选一个预定的固定位置挡块(FPS)。接下来,安装工具及其监视器,并将所有监视器绑定到电子防错系统中。然后,设置零件箱,手动上线,然后开始生产。
实际上,一切不是那么简单。工程师在设计装配站时必须仔细考虑节拍,产品和工具。每个组件都必须正确放置在移动的装配线上,以使系统按要求工作。
当Bob和我在生产线上工作时,我们讨论了这些工具。我们关注输送机,工具,监视器和电子防错系统的预期运行方式以及它们的实际运行方式。当系统按预期使用时,它确实可以工作。有时效果很好。有时它几乎行不通。
作为组装者,我们是“工具背后”的人。我们在安装输送机,工具或防错方面没有任何经验。我们俩都没有工程学位。我们是高中毕业生。但是,由于我们是使用这些设置的人,因此我们具有完全不同的视图的优势。我们花了数小时,数天和数年的时间研究装配设置并将其与工程师的想法进行比较。
我和鲍勃(Bob)互相提出了关于如何改善装配程序并解决紧固件丢失和缩短停机时间问题的想法。从本质上讲,我们通过对移动输送机和防错电子工具的多年研究和经验,成为了“实践工程师”。我们一起研究了传送带的工作方式和原因,以及防错的工作原理。
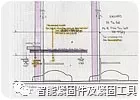
使用方格纸和透明胶片,作者确定了装配工位上紧固工具的理想行程长度。 图片由作者提供。
理论与现实
如果操作员错过分配给其装配站的紧固件,则应采用电子防错系统将传送带停在FPS处。直到丢失的紧固件用尽,或者手动松开并记录组件以通过电子防错系统进行固定和维修,传送带才会重新启动。为了进一步帮助组装人员,将许多听觉和视觉提示与防错系统相关联。
重要的是要注意,防错系统收集的所有数据都与每辆车相连。这样,如果存在缺陷或召回事件,工程师在理论上可以调用该车辆的记录以找出问题所在。但是,无论是有意还是无意的事故,都可能使数据不同步。这通常总是在任何人不知情的情况下发生。
丢失的紧固件如何通过防错系统逃脱检测?防错数据如何不同步?我们发现,该工具在组装工位的上游和下游的行程过长,使组装工能够用到本该无法使用的紧固件。我们还发现工具未位于组装的最佳位置。
鲍勃和我注意到,FPS,工具和产品的位置没有相互参照。我们想出了一种数学方法来正确对齐这三件事。我们为每个装配工位获取了一条输送机的FPS,并参考了即将到来的产品上工具的第一使用点。然后,我们可以确切地确定工具在生产的上游和下游在其分配的装配足迹内需要走多远。
我们创造了这种“ 3D滚动”这个术语。它使电子防错系统保持同步,从而确保系统每次都能跟踪正确的车辆。我们的方法适用于任何防电子错误的输送机。它大大减少了丢失的紧固件并减少了生产停机时间。
过多的工具行进如何干扰防错系统?考虑以下示例:
如果装配工必须在其工位进行一次紧固螺栓,而错过了这个紧固操作,则传送带将停在FPS参考点。预计操作员会向下游走去并执行此调试,以使控制器满意,然后控制器将重新启动传送带。但是,如果操作员改为向上游行驶并撞下该车辆的紧固件,则输送机也将重新启动。下游车辆现在缺少紧固件,但是电子防错系统说还可以!
为了解决这个问题,当上游车辆驶入下一个组装工位时,传送带第二次停止。防错系统正在等待下一个紧固操作,但已经完成了。由于操作员在错误的时间,在错误的位置将错误的紧固件安装到错误的车辆中,因此传送带似乎无缘无故地再次停止。此时,组装人员必须退出紧固件,然后重新拧紧紧固件,以使其恢复同步,否则,传送带将继续停在随后的每辆车上。
再举一个例子:假设一个装配工在他的工位上有一个螺栓紧固操作,并且在车辆以其指定的FPS停车之前,无法确保该操作。如果操作员向上游行驶并将紧固件安装在进来的车辆中,则电子系统现在会被欺骗以拥有合适的车辆。生产线不会停止或记录“遗失”的车辆,因为防错系统在分配的周期时间内获得了停机状态。而且,如果该操作员继续在工位外安装紧固件,则整个电子系统将跟踪车辆的不同步状态,并且此后的所有数据都不可靠。操作员现在已跳过电子记录的范围。
即使要求操作员执行多个紧固操作,这两种情况都可能发生。
还有其他例子可以说明如何欺骗昂贵的电子系统和工具。电子防错系统本身无法跟踪各个车辆,因为它们不知道其输入数据来自何处。他们只在乎收到数据礼物。但是,工厂人员依赖于这些系统来实现车辆专用。
我们亲自调查了经销商发现缺少紧固件的事件。在组装的每个步骤中,所有车辆都会生成单独的电子制造票单。在车辆出厂后,这些电子票单会存储一定的时间。出现质量问题时,我们可以拉出该车辆的制造单,并根据记录的数据参考问题。通常,此票证都会显示对所讨论的紧固件问题没有任何问题。
但是,我们学会了车票写入数据之前和之后检查此票单。很多时候,我们在那些票单上都发现了有关质量问题的蛛丝马迹。为什么?因为系统不同步。为什么?因为组装工能够在工位外拧紧紧固件。为什么?因为他的“防错”工具并不局限于特定的尺寸。电子防错系统使用的视觉和听觉辅助工具确实可以帮助操作员做出正确的选择,但它们并不限制违反预期程序的行为。
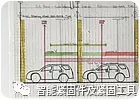
从1999年底开始,作者和他的同事开始绘制麻烦的装配工位图。 他们的地图显示了固定位置挡块,工具和产品的样子,以及应该如何。 图片由作者提供。
解决问题
考虑到这些问题,您认为任何组装厂都将控制其工具以适合其分配的电子足迹。但是,当时并非如此。
从1999年底开始,鲍勃和我开始绘制麻烦的装配工位图。我们的地图显示了三个主要项目-FPS,工具和产品-以及它们应该如何。我们的提议工厂管理层没有给出结果。在相当长的一段时间里,我们写了封信并将地图发送给工程部门,但都没有结果。我们很早就开始工作,以绘制整个工厂的地图,并一直待到后续工作。
到2002年,我们通过研究土星工厂的汽车输送机并观看新的VUE生产线,大大提高了我们的工程知识。我们正在重新绘制整个输送机生产线的地图,以显示存在的内容和应该存在的内容。
我开发了一种设备,可以将其连接到任何电子控制器上,以限制工具的行程长度,而不会损坏或切断昂贵的电线。我们称其为线夹,这个效果很好。我开始写信,写给我们工厂的质量人员以及包括土星总裁安妮特·克莱顿在内的高层管理人员。包括工程部门在内的一些人说我们的方法无法完成,而高层管理人员想知道我们是谁。尽管如此,我仍坚持把合理化方案进行到底。
最后,我们被允许绘制并建立一个非常重要的工作-土星汽车转向轴压紧螺栓的组装站。我们的设置工作完美。在2002年下半年,我们获悉,我们将从2003年1月1日起开始全职工作,负责监督Saturn工厂的电子防错工具。这包括所有汽车和卡车生产线。
我们从生产中撤出,并从事工业工程。我们再也没有从事过组装工作。我们对汽车和卡车生产线中的每条输送机和电子防错工具进行了映射和分类。我们一个接一个地开始控制组装工具。
2003年初,由于转向轴螺栓问题,召回了通用汽车在密歇根州兰辛格兰德河工厂组装的车辆。我们的修复程序也被合并到了那里。我们飞往密歇根州,将我们的计划推广到当时的通用汽车大会工程部。该小组设定了通用汽车在北美所有工厂的组装要求。我发表了演讲并回答了许多装配厂的问题。我还展示了我们的线夹及其各种用途。
这次访问之后,所有北美装配厂都必须将电子工具限制在指定的范围内。通用汽车的企业扭矩审核员需要验证合规性。从2003年到公司关闭,我们的工厂就这部分公司审计一直处于全国领先地位。
2003年5月,我们获得了安妮特·克莱顿(Annette Clayton)颁发的总裁奖。我们参观了美国的多家装配厂以在那里开始或评估我们的计划,许多其他工厂的工程师也参观了我们,看看我们是如何做到的。
我们在程序下控制的工具越多,质量越高,停机时间也就减少。我们还开发了详细的视觉审核系统,以确保我们的设置保持不变。我们为每种工具开发了一个数字数据库,以便在需要时或将工具移至其他位置时重置操作。最后,我们在2005年获得了有关方法,硬件和合规性项目的专利(第7073241号)。
从2003年到2006年8月我退休为止,我们控制了数百种工具,并且职责和责任有所增加。与专职组装人员的工作相比,这是一种学习经历。