超声纵横波螺栓轴力原位测量仪之屈服点后的残余轴力测量...
发布日期:2018-05-07目前在汽车工业中,屈服点法紧固螺栓常常被应用于发动机螺栓。汽车行业常常使用超声纵波螺栓轴力测量仪来确定屈服点法的紧固工艺。但是,对于发动机的正向研发来说,
发动机在装配完毕出厂时的螺栓残余轴力:可能会发生自然轴力下降;
发动机在使用过一段时间后的螺栓残余轴力:可能会因为外载荷的作用发生轴力下降;
才是至关重要的。
一、工作在屈服点法紧固的螺栓轴力变化情况
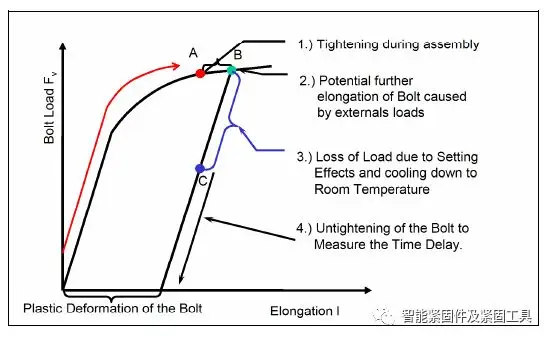
图1.1 工作在屈服点法紧固螺栓的轴力变化情况(X轴:螺栓伸长量;Y轴:螺栓轴力)
参见图1.1:
螺栓在使用屈服点法紧固至A点;
在外载荷的作用下螺栓有可能发生更大的塑性变形,到达B点;
在外载荷卸载后,螺栓到达C点;请注意:由于塑性变形,螺栓不会返回至A点;
如果使用超声纵波螺栓轴力测量仪,其输出显示的是A的轴力,而非C点。如果想获得C点的轴力值,可以有两个办法:
使用超声纵波螺栓轴力测量方法,测量轴力Fa;然后拆卸螺栓,测量零应力下的残余轴力Fr(因塑性变形导致的残余伸长量带来的);可推C点的轴力Fc为Fa-Fr。此种方法的缺点是:须拆卸螺栓。
使用纵横波螺栓轴力测量方法,直接测量螺栓轴力Fc。(原因是纵横波螺栓轴力测量采用了横波、纵波两种波的声时比值,消除了伸长量的影响,进而对于螺栓的塑性变形具有免疫能力。)
二、纵横波螺栓轴力测量对螺栓塑形段的彻底免疫能力
针对一根M18的螺栓,使用螺栓拉伸机将其拉伸到屈服点后,表1记录了纵波、横波的声时,及其比值。
表1 纵横波声时及比值
| 拉力机kN | 纵波声时(微秒) | 横波声时(微秒) | 横纵波声时比值 |
| 0 | 34.1613 | 62.47656 | 1.82887 |
| 50 | 34.26486 | 62.55608 | 1.825663 |
| 100 | 34.37389 | 62.64082 | 1.822338 |
| 150 | 34.52139 | 62.77565 | 1.818457 |
| 155 | 34.55918 | 62.84766 | 1.818552 |
| 160 | 34.64784 | 62.95947 | 1.817126 |
| 165 | 34.74098 | 63.14136 | 1.817489 |
如果选取表1中纵波声时VS.拉力机读数,见图2.1:
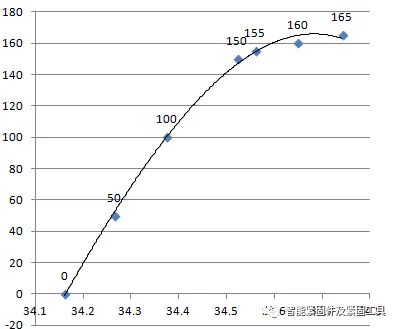
图1 纵波声时与螺栓轴力之间的关系(X轴:纵波声时;Y轴:拉力)
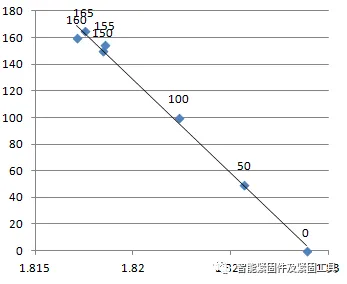
图2 横纵波声时比值VS螺栓轴力之间的关系(X轴:横纵波声时比值;Y轴:拉力)
从图2中可见,纵横波螺栓轴力测量可以消除螺栓在塑形段伸长量与轴力之间的非线性关系,使得螺栓的轴力测量完全免疫于:
螺栓的原始长度;
螺栓是否处在塑形段。
三、关于纵横波螺栓轴力测量技术应用的一点点建议
纵横波螺栓轴力测量可以应用于:
螺栓轴力原位测量;
屈服点法残余轴力测量;
高精度的屈服点法紧固工艺确定。