超声螺栓副预紧力测量:智能螺母
发布日期:2022-06-13作者:Jason, 北京艾法斯特公司; 陈维良,中国航天标准化院紧固件中心;
1、 目前超声轴力测量中存在的问题
通过在螺栓头部发射超声波、螺栓底部反射超声的方式测量声时差,建立螺栓轴力VS声时差的关系,是目前超声螺栓轴力测量的基本方法。但是,对于某些异型螺栓,由于不存在螺栓底部的反射面,譬如:U型螺栓,见图1,通常使用的超声螺栓轴力测量的方法便失效了。


图1 U型螺栓
2、超声测量螺母压缩量的原理
通过在螺母端面粘贴压电陶瓷片,使得超声波在螺母壁内传播,利用螺母底部的反射面,测量螺栓紧固时的螺母压缩量(声时差),参见图2,可以获得螺栓副预紧力VS螺母压缩量(声时差)的关系,进而在实际工件上对U型螺栓进行螺栓预紧力测量。
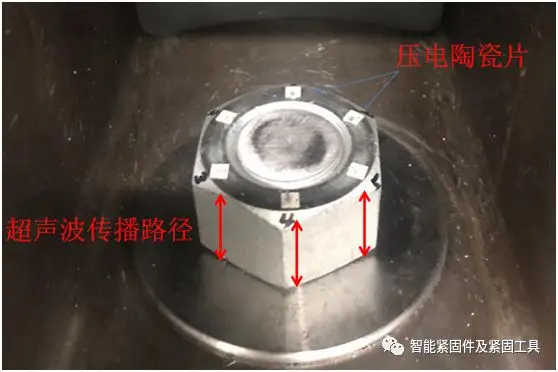
图2 超声测量螺母压缩量(声时差)
3、 数据及分析
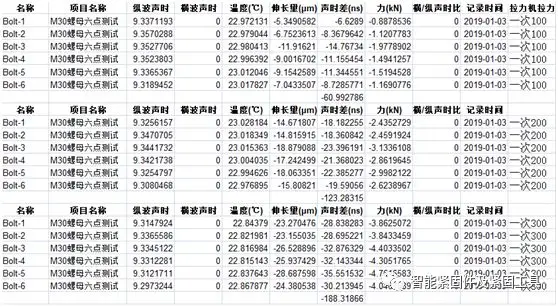
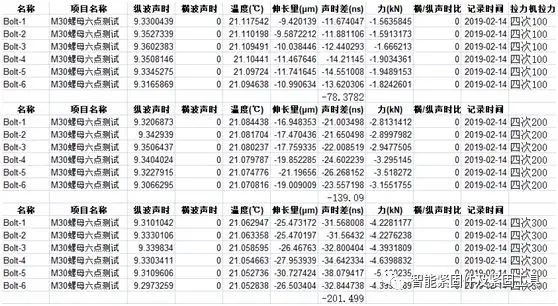
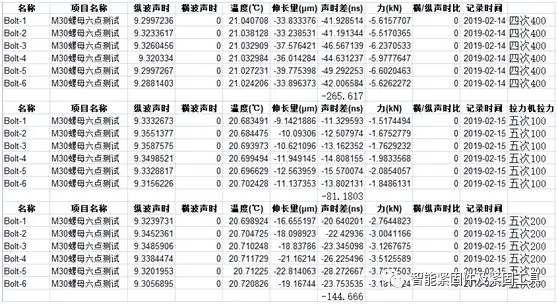
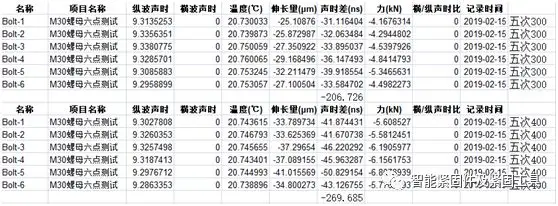
在拉力机上对螺栓副(M30螺栓的螺母)施加拉力(100、200、300、400kN),分别拆卸螺母5次进行试验,对均布在螺母上6个测量点进行螺母压缩量测量,并且累加所有测量点的声时差。使用统计上累加的方式是为了降低螺母在紧固时其变形不均匀导致的测量误差。
表一 5次拆装螺栓、螺母的试验数据
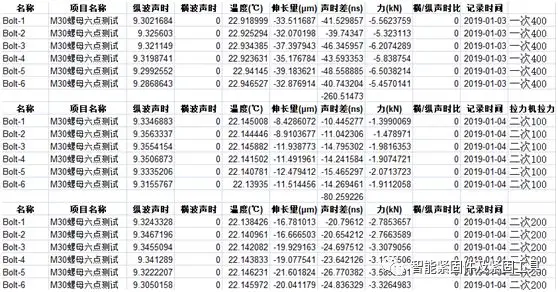
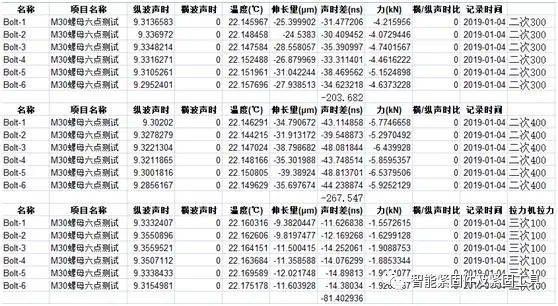

表二 螺母压缩量统计累加值

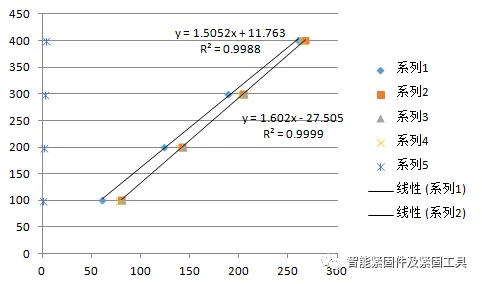
图3 螺母压缩声时差VS螺栓轴力(X轴为声时差,单位纳秒,数值为绝对值;Y轴为拉力机拉力,单位kN)
通过以上数据可以得出:
螺母压缩量(声时差)和螺栓副所受拉力为线性关系;
2、3、4、5次试验数据重复性良好,但与1次试验数据有所离散,但高量程数据均比较接近;其中原因可能为:第一次试验准备工作有所不足,导致工装初始状态有所不同,须做更多试验加以验证。
4、初步结论
对于没有有效反射面的异型螺栓,如:U型螺栓,对其螺母进行预紧力VS压缩量(声时差)标定,使得针对此种异形螺栓在实际工件中进行超声波螺栓轴力测量成为可能。
5、未来工作方向
尝试针对小规格螺栓的螺母进行标定,须使用高频率的压电陶瓷片(10MHz);
尝试对屈服点法紧固的螺母进行标定,以观察在螺栓屈服点后预紧力VS螺母的压缩量是否还为线性